| Symbol | Code/Explanation | Display | Code/Explanation |
|---|---|---|---|
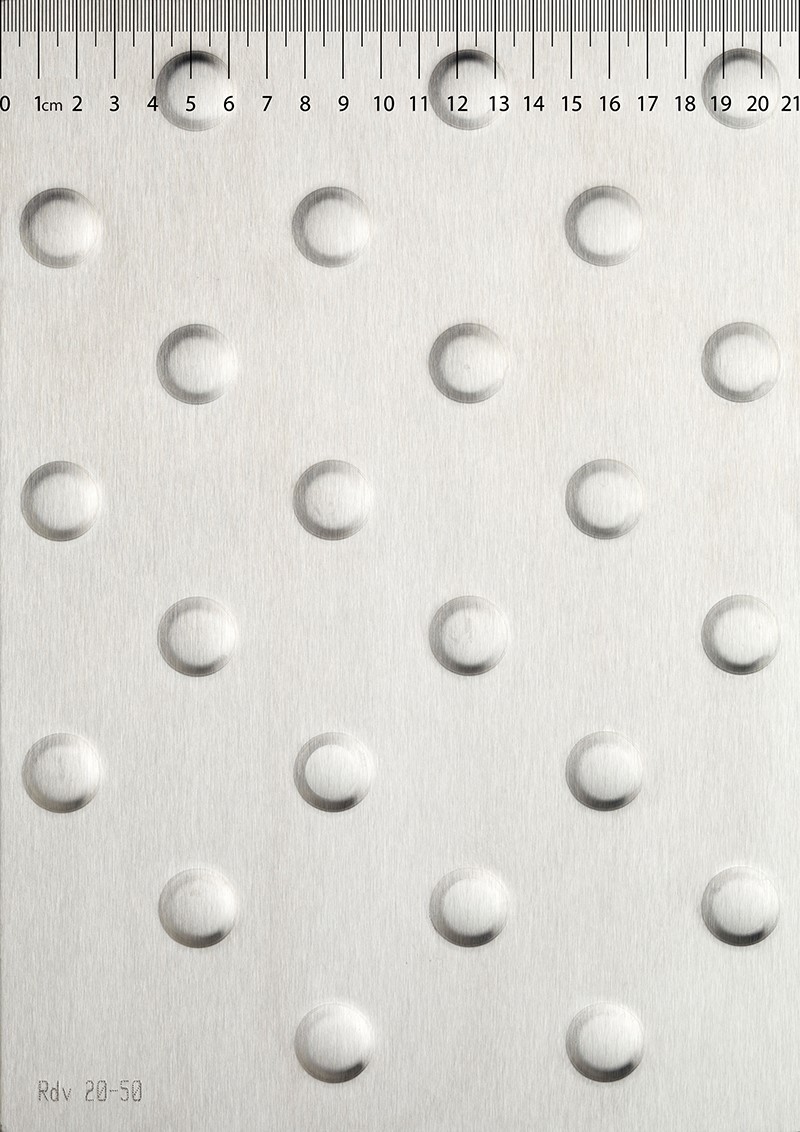
 | R Rounded hole |  | Rt Round hole in staggered rows |
 | Ru Rounded hole in straight rows | ||
 | Rm Rounded hole in diagonal staggered rows | ||
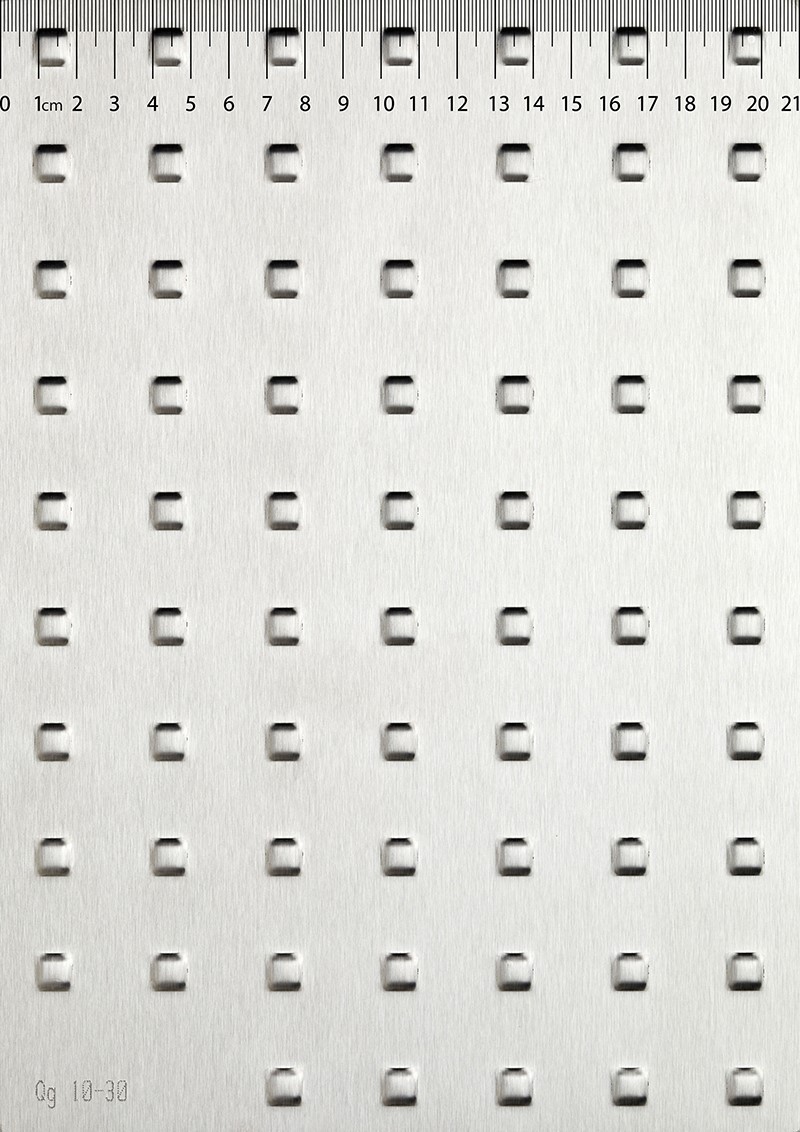
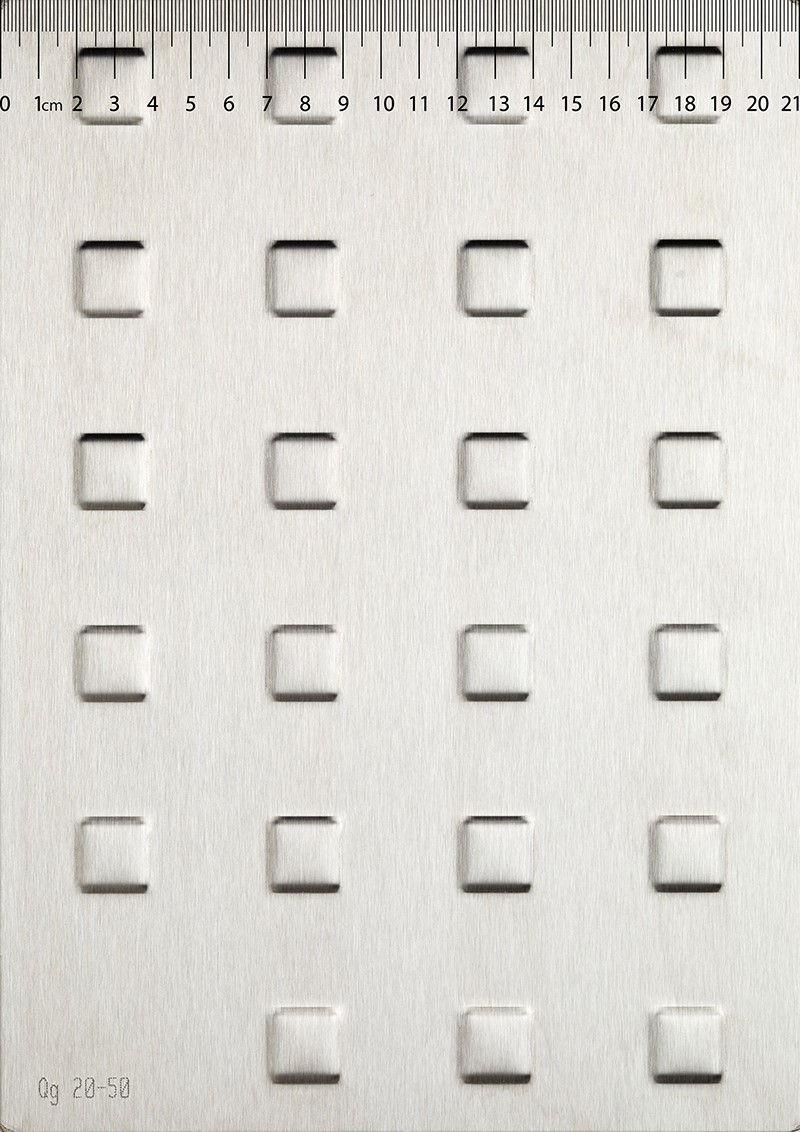
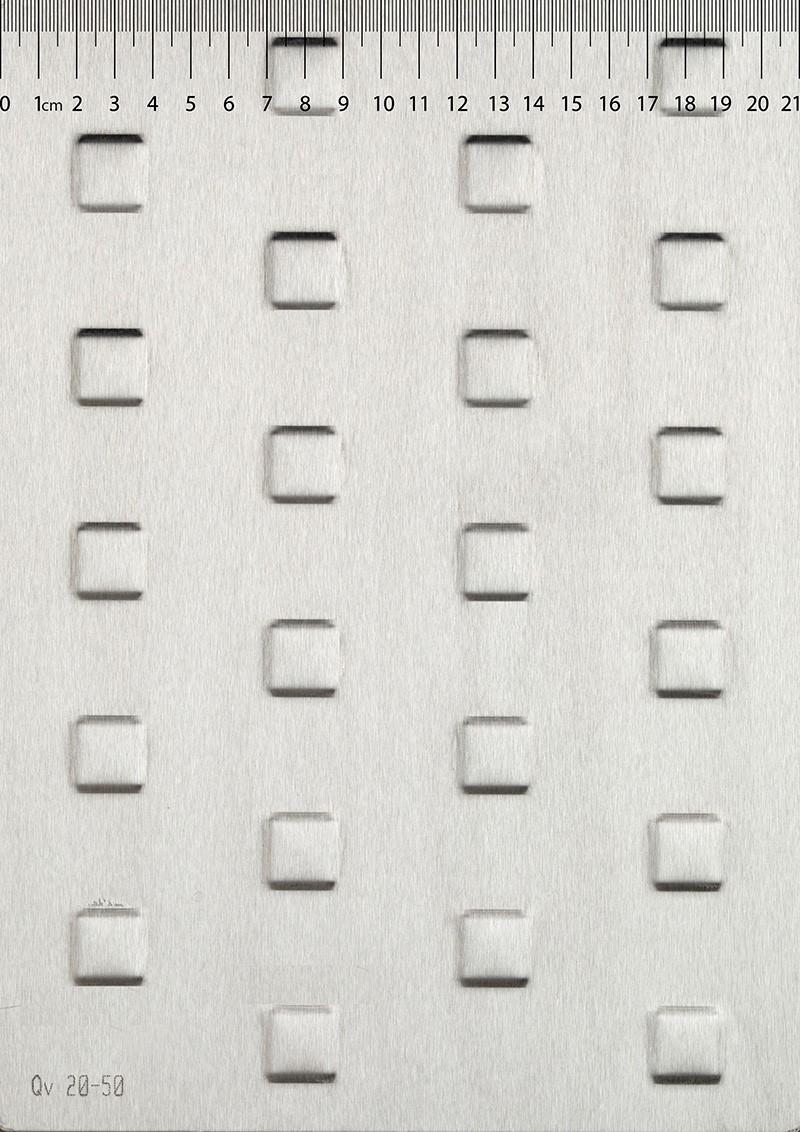
 | C Square perforation hole side parallel to the metal sheet |  | Cu Square perforation in straight rows |
 | Cz Square perforation in staggered rows | ||
 | Cd Square perforation hole side diagonal to the metal sheet |  | Cd Square perforation in diagonal staggered rows |
 | L Slotted perforation with round corners |  | Lru Slotted perforation in straight rows |
 | Lrz Slotted perforation in staggered rows | ||
 | Lc Slotted perforation with sharp corners |  | Lcu Slotted perforation, angular in straight rows |
You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More Information



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}